CHAPTER SIX: SCHEDULING
6.1 SCHEDULING
Scheduling can be defined as “prescribing of when and where each operation necessary to manufacture the product is to be performed.”
It is also defined as “establishing of times at which to begin and complete each event or operation comprising a procedure”. The principle aim of scheduling is to plan the sequence of work so that production can be systematically arranged towards the end of completion of all
products by due date.
6.2 PRINCIPLES OF SCHEDULING
1. The principle of optimum task size: Scheduling tends to achieve maximum efficiency when the task sizes are small, and all tasks of same order of magnitude.
2. Principle of optimum production plan: The planning should be such that it imposes an equal load on all plants.
3. Principle of optimum sequence: Scheduling tends to achieve the maximum efficiency when the work is planned so that work hours are normally used in the same sequence.
Inputs to Scheduling
1. Performance standards: The information regarding the performance standards (standard times for operations) helps to know the capacity in order to assign required machine hours to the facility.
OBJECTIVES OF THE STUDY:
Define scheduling
Discuss the principles of scheduling
Discuss the strategies for scheduling
Various methods of scheduling; gantt chart, PERT,
2. Units in which loading and scheduling is to be expressed.
3. Effective capacity of the work centre.
4. Demand pattern and extent of flexibility to be provided for rush orders.
5. Overlapping of operations.
6. Individual job schedules.
6.3 SCHEDULING STRATEGIES
Scheduling strategies vary widely among firms and range from ‘no scheduling’ to very sophisticated approaches.
These strategies are grouped into four classes:
1. Detailed scheduling: Detailed scheduling for specific jobs that are arrived from customers is impracticable in actual manufacturing situation. Changes in orders, equipment breakdown, and unforeseen events deviate the plans.
2. Cumulative scheduling: Cumulative scheduling of total work load is useful especially for long range planning of capacity needs. This may load the current period excessively and under load future periods. It has some means to control the jobs.
3. Cumulative detailed: Cumulative detailed combination is both feasible and practical approach. If aster schedule has fixed and flexible portions.
4. Priority decision rules: Priority decision rules are scheduling guides that are used independently and in conjunction with one of the above strategies, i.e., first come first serve. These are useful in reducing Work-In-Process (WIP) inventory.
6.4 TYPES OF SCHEDULING
Types of scheduling can be categorized as forward scheduling and backward scheduling.
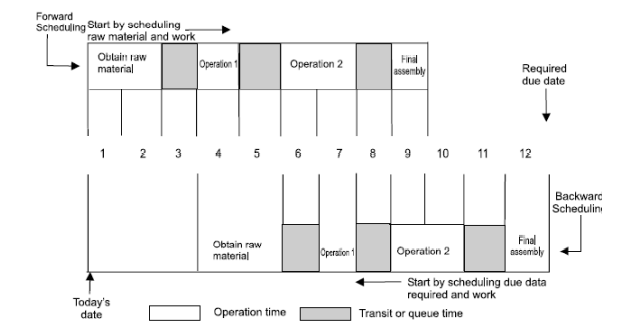
1. Forward scheduling is commonly used in job shops where customers place their orders on “needed as soon as possible” basis. Forward scheduling determines start and finish times of next priority job by assigning it the earliest available time slot and from that time, determines when the job will be finished in that work centre. Since the job and its components start as early as possible, they will typically be completed before they are due at the subsequent work centres in the routing. The forward method generates in the process inventory that are needed at subsequent work centres and higher inventory cost. Forward scheduling is simple to use and it gets jobs done in shorter lead times, compared to backward scheduling.
2. Backward scheduling is often used in assembly type industries and commit in advance to specific delivery dates. Backward scheduling determines the start and finish times for waiting jobs by assigning them to the latest available time slot that will enable each job to be completed just when it is due, but done before. By assigning jobs as late as possible, backward scheduling minimizes inventories since a job is not completed until it must go directly to the next work centre on its routing. Forward and backward scheduling methods are shown in Fig. 6.1
6.5 SCHEDULING METHODOLOGY
The scheduling methodology depends upon the type of industry, organization, product, and level of sophistication required. They are:
1. Charts and boards,
2. Priority decision rules, and
3. Mathematical programming methods.
1. Gantt Charts and Boards
Gantt charts and associated scheduling boards have been extensively used scheduling devices in the past, although many of the charts are now drawn by computer. Gantt charts are extremely easy to understand and can quickly reveal the current or planned situation to all concerned. They are used in several forms, namely,
(a) Scheduling or progress charts, which depicts the sequential schedule;
(b) Load charts, which show the work assigned to a group of workers or machines; and
(c) Record a chart, which are used to record the actual operating times and delays of workers and machines.
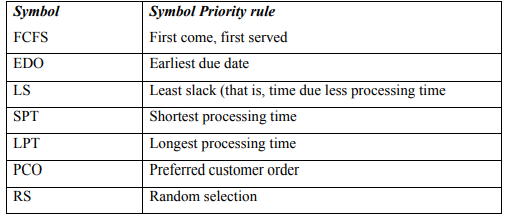
2. Priority Decision Rules
Priority decision rules are simplified guidelines for determining the sequence in which jobs will be done. In some firms these rules take the place of priority planning systems such as MRP systems. Following are some of the priority rules followed.
3. Mathematical Programming Methods
Scheduling is a complex resource allocation problem. Firms process capacity, labour skills, materials and they seek to allocate their use so as to maximize a profit or service objective, or perhaps meet a demand while minimizing costs.
The following are some of the models used in scheduling and production control.
(a) Linear programming model: Here all the constraints and objective functions are formulated as a linear equation and then problem is solved for optimality. Simplex method, transportation methods and assignment method are major methods used here.
(b) PERT/CPM network model: PERT/CPM network is the network showing the sequence of operations for a project and the precedence relation between the activities to be completed. Note: Scheduling is done in all the activities of an organization i.e., production, maintenance etc. Therefore, all the methods and techniques of scheduling is used for maintenance management
REVIEW QUESTIONS
i. What is scheduling?
ii. Mention the types of scheduling.
iii. What are the inputs to scheduling?
iv. Discuss the scheduling methods.